方形波纹补偿器|矩型波纹膨胀节|方形波纹补偿器厂家-方形波纹补偿器如何成型的?-快盈500
.png)
400-8054351
方形波纹补偿器如何成型的?
方形波纹补偿器波纹成型是补偿器制作关键,成型方法与产品质量和性能直接相关。河北中浩主要从成型设备、成型方法、成型工艺以及应用和特点考虑。方形波纹补偿器通常利用四柱液压机对波纹成型,这种设备可以提供更加稳定的压力和成型工艺,确实波纹管形状和尺寸符合要求。
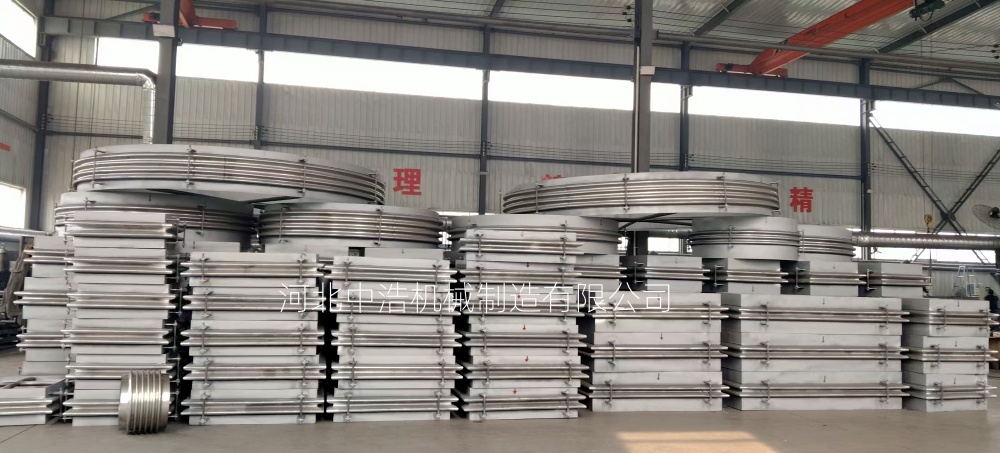
从成型方法考虑,方形波纹补偿器 直边段波纹成型一般可以单波成型或多次成型等两种工艺,单波成型,模具较为简单但效率低,变形量较大,而多次成型模具制作难度不大,但工艺繁琐,变形量小,这种方法是弯曲与拉伸结合,材料在模具上流动摩擦,不需要很大作用力可以可实现整体成型,在压靠时会在波峰波谷产生一些材料拉伸,从而减少变形。成型工艺上考虑,直截角和斜截角方形波纹补偿器,波纹管直边段成型,然后在直边段两端切角即可。而方形圆角波纹补偿器波纹管的直边段成型较为复杂,需要使用成型模具将直角波形版进一步加工成圆角波,折弯圆角一般为1/4圆,且圆角外直边≥500mm,这也是圆角波制作关键。
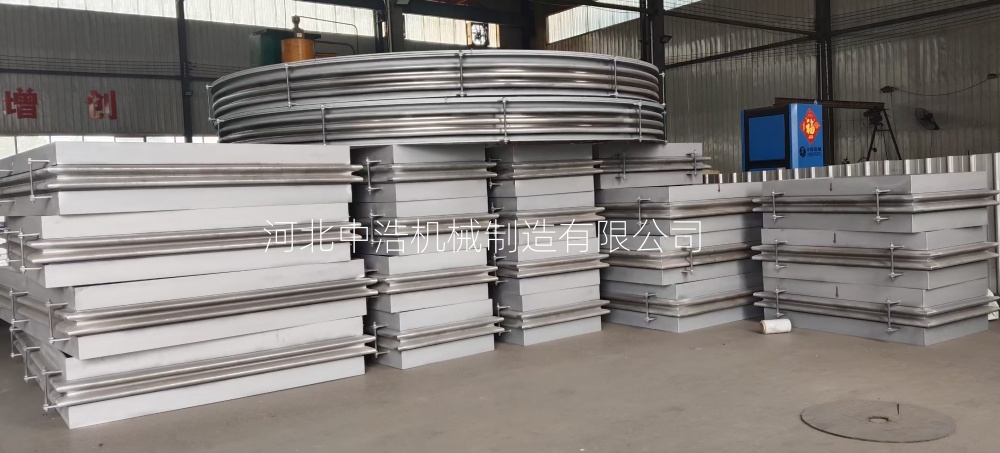
总之,还要注意波形参数和应力分析,尤其是方形圆角波纹补偿器波高和波距需根据具体设计要求选择和调整,而应力分析对一些关键部位如空冷机组需进行有限应力分析,确使工作过程中安全与可靠性。不论圆角波还是直角波都需要合理材料选择,无误工艺成型以及高质量焊接和组装等控制措施,确使产品质量。





联系我们
快盈500
13343270064(微信同步)
咨询热线:4008054351
网 址:ycyike.com
联系电话:
13343271054(微信同步)
18632750799(微信同步)
18632750699(微信同步)
销售一部:
0317-8300632
销售二部:0317-8300612
销售三部:0317-8300672
销售四部:0317-8300692
售后电话:13483834056
技术咨询:17717733210
公司传真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨询热线:4008054351
网 址:ycyike.com
E - mail:
btzhonghao@163.com
地 址:河北省沧州市泊头市齐桥镇李楼村(廊泊路西侧)