纤维织物补偿器|纤维植物膨胀节|非金属膨胀节-如何避免纤维织物补偿器安装偏差?-快盈500
.png)
400-8054351
如何避免纤维织物补偿器安装偏差?
纤维织物补偿器在安装时避免不了安装误差,为了解决安装误差问题中浩机械总结主要可从安装前零误差测量和定位到预变形量调整,其次对支撑结构进行优化,分阶段紧固与应力调整,安装后进行试验测试,从而总结常见问题及解决方法。

安装前测量和定位,可使用激光对中仪或全站测量相邻管段轴向、横向、角向偏移对管道系统三维坐标进行校准,确使测量值≤设计容限(轴向±5mm,横向3%管径、角度2°),安装温度应尽量接近管道管道温度中值,避免温差影响预变形误差。对预变形量零误差调整,包括对冷态预拉伸和预压缩,一般按照位移量50%-70%设置预变形量。,可利用数显千分尺测量。对于存在安装角度偏差,可在补偿器两端垫垫片,垫片的斜度=tan偏差角×法兰变径,确使纤维层均匀受力。
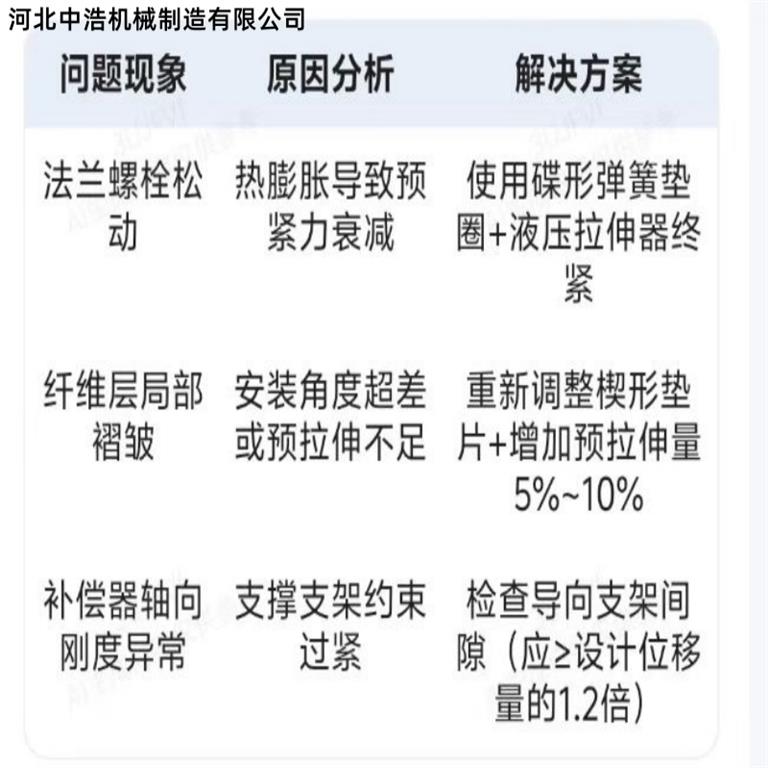
对支撑结构优化,主要利用导向支架间距控制设置防扭转限位装置,导向支架间距一般按照管道直径12-15倍,补偿器首先个支架常作为固定支架起到约束作用,其次个则为导向支架,,允许轴向位移。还可在补偿器两侧安装可调式限位拉杆防止横向应力大于纤维层限额。 分阶段紧固预应力释放,超声波检测蒙皮表面应力,确使材料屈服读在确使范围内。螺栓紧固分次调整扭矩,首先次一般为1/3。安装后检测与模拟测试,激光测量仪测试安装后实际变形量保持在设计偏差值5%之内,热循环测试补偿器表面温度值变化等。具体可参照下表:
浏览更多关于 纤维织物补偿器|纤维植物膨胀节|非金属膨胀节|如何避免纤维织物补偿器安装偏差? 的内容





联系我们
快盈500
13343270064(微信同步)
咨询热线:4008054351
网 址:ycyike.com
联系电话:
13343271054(微信同步)
18632750799(微信同步)
18632750699(微信同步)
销售一部:
0317-8300632
销售二部:0317-8300612
销售三部:0317-8300672
销售四部:0317-8300692
售后电话:13483834056
技术咨询:17717733210
公司传真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨询热线:4008054351
网 址:ycyike.com
E - mail:
btzhonghao@163.com
地 址:河北省沧州市泊头市齐桥镇李楼村(廊泊路西侧)